Описание
Тип:
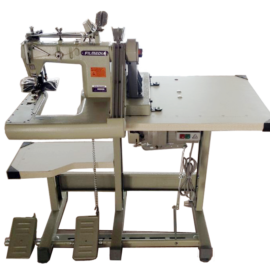
FM-NC26, FM-NC42
Технические характеристики
| Габариты(WxL×H)(мм3) | 550x450x1100 |
| Вес | 100кг |
| Частота | 15khz |
| Воздушный компрессор | 1HP ,1-8 bar |
| Мощность | 220V/2600W |
Монтаж:
Оставьте каждое 1-метровое пространство на машине, затем отрегулируйте машину в горизонтальном равновесии.
Операция:
1.Препарационная работа
(1) Установите ручную / автоматическую кнопку на голове в ручное состояние.
(2) Установите ультразвуковую пресс-форму на машину. (Перед тем, как выполнить шаг 2, убедитесь, что винт и ультразвуковая форма находятся в состоянии затяжки. При установке на машине необходимо использовать соответствующий гаечный ключ для затяжки пресс-формы и машины)
2.Нажмите кнопку Звукового Обнаружении OSC.CHECK (2 ~ 3 секунды), чтобы наблюдать амперметр и индикатор перегрузки. Если амперметр отображает около трех небольших решеток, а индикатор перегрузки не светится, значит машина работает нормально. Если ток слишком велик и светится индикатор перегрузки. Выполните следующие шаги:
(1). Обязательно убедитесь, что завинтить винт и пресс-форма, пресс-форма и генератор машины.
(2) .Откройте левую дверцу электрической коробки, осторожно поверните левый первый винт, начните звуковое обнаружение. Когда индикатор перегрузки не светится, амперметр отображает около трех небольших решеток, и машина стает нормальной.
3. Сварка
(1) Включите зеленую кнопку в ручном режиме. Когда машина опустится, отрегулируйте соответствующую высоту головы,чтобы рабочая поверхность нижней формы полностью контартирует с рабочой поверхностью ультразвуковой верхней формы.
(2) Нажмите красную кнопку, чтобы автоматически восстановить машину.
(3) Отрегулируйте давление воздуха до 0,3 МПа, время задержки 100, время сварки — 040, время отверждения — 090.
(4) Поместите продукт на нижнюю пресс-форму, поверните ручное состояние в автоматическое состояние на панели машины, и начните работу сварки. (Внимание: в процессе отладки пресс-формы, сохраняйте ручное состояние, никогда не включайтесь в автоматическое состояние. Только в процессе сварки переходите в автоматическое состояние. В процессе производства, если нет сварочных продуктов между пресс-формами, никогда не сваривать автоматически, в противном случае ультразвуковая машина отправит ультразвуковой сигнал, что приведет к его неисправности и повреждению пресс-формы. Необходимо помнить, что оператором должен сказать.)В процессе сварки, если продукт закончился, сбросьте время сварки на меньшее значение. Когда сварка не является сильной, соответственно увеличивайте время сварки, но не более 300.
4.Внимание при смене ультразвуковой формы машина должна быть переведена в ручное состояние. А затем разгрузите пресс-форму по часовой стрелке, никогда не сломайте пресс-форму.Остальная сборка должна производиться в строгом соответствии с вышеуказанными шагами, сборка и отладка пошаговая.
Обслуживание
1.На оборудовании не должно быть всяких предметов, поверхность оборудования и сварочную головку следует содержать в чистоте.
2.Операторы должны выполнять производственную операцию в соответствии со стандартной процедурой эксплуатации строго, любая случайная операция запрещена.
3. Цепь устройства должна быть надежно заземлена для защиты личной безопасности.
4.Расстояние 150 мм должно поддерживаться в задней части ультразвукового генератора для поддержания нормальной работы электрического устройства.
5. Для сжатия воздуха устройства необходимо установить процессор источника газа, чтобы обеспечить чистоту и сухость источника воздуха, а также продлить срок службы пневматических компонентов.
6. После открытия устройства в задней части контактора охлаждающий воздух должен быть разряжен, чтобы избежать повреждения контактора.
7. Сварочная головка, нижняя головка и верстак должны быть чистыми.
8. Когда сварочная головка опущена, скорость сварки не должна быть слишком быстрой.
9. Шток подъемного винта и движущиеся части должны регулярно покрываться смазкой и содержаться в чистоте.
10. Регулярно проверьте, ослабил ли трос..
11.Регулярно очищать воздух-источник сжатого воздуха.
12. Проверьте, есть ли ненормальный звук во время работы оборудования.
13. Проверьте, имеются ли повреждения или недостающие детали для оборудования.
14.Оборудование строго запрещено работать с неисправностью.
15. Хорошо защищайте машину, откажите жестокую операщию.
16. Запрещается использовать твердые материалы, такие как сталь, для контакта с поверхностью пресс-формы или пресс-формой. Если какие-либо подобные действия необходимы, используйте медные или другие мягкие инструменты.
17. Неправильно в работе оборудования, остановите машину и сообщите о проблеме своевременно.
18. Удостоверьтесь в соответствующей документации по техническому осмотру оборудования, запишите все осмотры и техническое обслуживание.
Техническое обслуживание и инспекция:
Ежедневный осмотр включает:
1) Сжатый воздух должен быть чистым и сухим.
2) Ультразвуковый генератор работает нормально.
3) Стабильная скорость сварочной головки верхнего и нижнего.
4) Отсутствие загрязнения масла на регулировочном стержне и пневматическом стержне.
5) Целое чистое оборудование , смазка нормальная.
6) Существует ли ненормальный звук при работе оборудования.
7) Отсутствие мусора на оборудовании и вокруг устройства.
8) Индикация манометра нормальная.
Периодический осмотр включает:
1)Охлаждающий эффект ультразвукового генератора.
2) Эксплуатация смазочных деталей.
3) Состояние обслуживания электроприбора и электрической цепи.
4) Отсутствие ослабления винтов и гаек на крепежных деталях.
5)Оборудование хорошо заземлит
6)Есть ли повреждение или недостающие части.
7)Заправка всех смазываемых деталей.
8) Есть ли ненормальный звук во время работы оборудования.
9) Воздушный процессор для очистки и сжатия воздуха.